
The Design Challenge:
Turning Waste into Warmth
What Was the Issue?
If you were to walk around Nairobi or any major city, you will see plastic waste. While some plastics (like HDPE) are relatively easy for small-scale community spaces to shred, melt, and mold into new products, PET (Polyethylene Terephthalate), like what we do at Plastiki Rafiki, the plastic used to make disposable water and soda bottles, is incredibly tough to upcycle locally.

PET has a high melting point, a very narrow temperature safe-zone, and a low viscosity when melted. When you melt it down in a standard community extruder, it often comes out as a brittle, rough, and unusable solid cord. It is highly crystalline, meaning standard recycling methods struggle to convert it into high-value products without massive industrial facilities. (as shown when tried below)
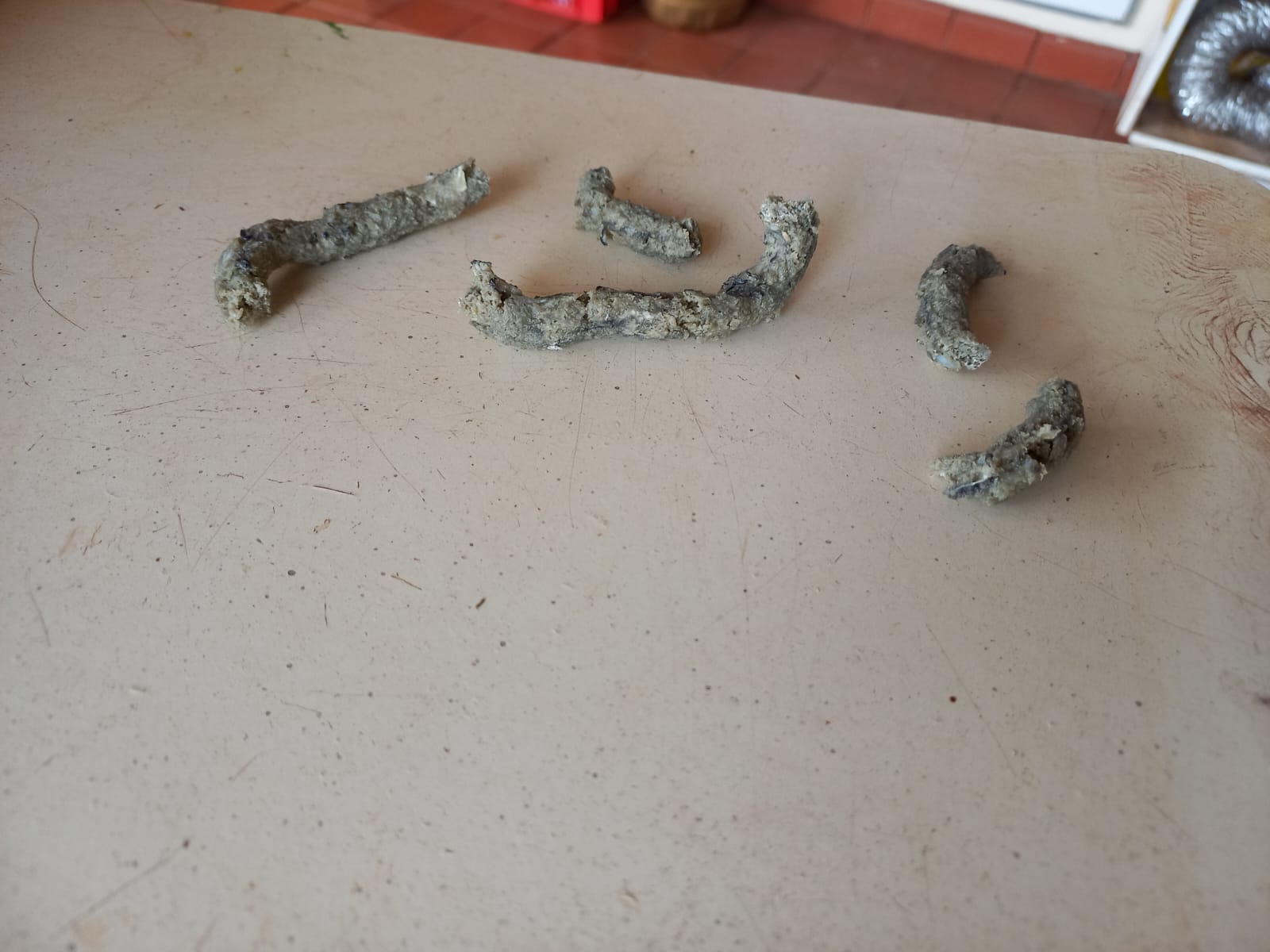
Image of shredded, melted PET.
How We Got the Idea
We wanted to find a way to process PET on a small, community-friendly scale and be able to make it a low-cost solution that could be used in highly pollted areas. We realized that if we could ‘strech’ and ‘draw’ the molten PET into tiny, interlocking micro-fibers (similar to how cotton candy is spun from melted sugar), we could create a soft, high-loft non-woven material. This material is incredibly effective as:
-
Thermal Insulation: For building eco-friendly low-cost homes.
-
Acoustic Insulation: For soundproofing spaces.
-
Rope & Utility Textiles: For local crafts and agricultural strapping.
- And similar to the moulding process at Plastiki Rafiki, the same could be done.
The Support That Made it Possible
This project transitioned from a club discussed concept to a fully funded engineering endeavor thanks to the Lions Tank Funding Competition. We pitched our student-built PET Fiber Recycling Machine concept and were incredibly honored to be awarded $2,000 in funding! Combined with the a funding of $300 we secured through our school’s Plastiki Rafiki club and International School of Kenya (ISK) support, we had a total budget of $2,300 to design, source, and build Kenya’s first student-made Polyfloss line.

Caption: Being awarded the $2000 after our PET Extrusion Machine Project.
2. The Plastic Crisis: Why PET Needs a Local Solution
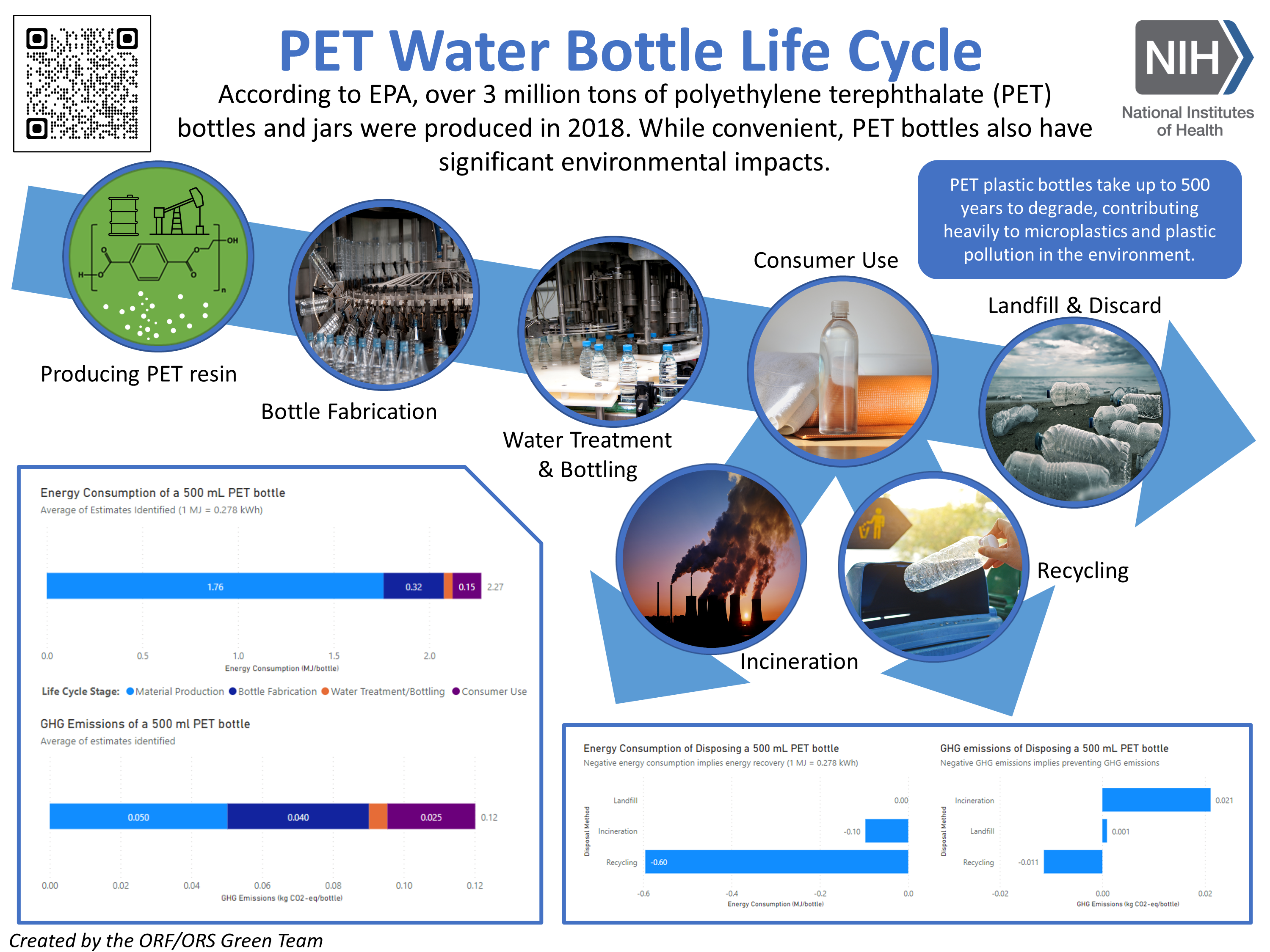
To understand why this machine is so important, we have to look at the numbers. PET is one of the most widely produced synthetic polymers in the world, yet its recycling rates remain shockingly low.
-
Massive Production, Low Recovery: Worldwide, over 1 million plastic bottles are purchased every single minute. Less than 10% of all plastic ever made has been recycled.
-
The Landfill & Ocean Threat: A single PET bottle takes up to 450 to 500 years to break down in a landfill. Instead of decomposing, it fragments into dangerous microplastics that contaminate soil, rivers, and marine lifelines.
-
Decelerating Carbon Footprint: Manufacturing virgin polyester fibers for textiles and insulation is an energy-heavy, oil-dependent process. By intercepting post-consumer bottles and spinning them into insulation locally, we bypass the heavy industrial footprint of manufacturing new fiberglass or mineral wool.
3. Inspiration: The Polyfloss Concept
Our project takes direct inspiration from The Polyfloss Factory (visit their incredible work at The Polyfloss Factory).
How does “Polyfloss” work?
The science is wonderfully elegant. It adapts the exact physical principles of a carnival cotton candy machine to industrial polymers:
-
The Melt: Plastic flakes are heated until they reach a fluid, low-viscosity liquid state.
-
The Spin/Draw: Instead of using mechanical rollers to pull the fiber, the hot liquid plastic is pushed through tiny holes (spinnerets) where it is immediately stretched out.
-
The Freeze: As the plastic is drawn into ultra-thin strands, it cools instantly in mid-air, forming a soft, tangled web of high-loft insulation.
By utilizing high-speed centrifugal spinning or high-velocity compressed air jets (air attenuation), we can skip the complex, expensive spinneret machinery used by commercial textile companies and create a simplified, community-scale solution.
4. Leading as Plastiki Rafiki
This project is deeply rooted in our student-led club, Plastiki Rafiki. As a student organization based at the International School of Kenya, our mission is to merge hands-on STEM education with active grassroots recycling.
We don’t just research in a vacuum; we design, build, and test machines that can be replicated by local community groups and workshops. By leading this project, we are showing that students don’t have to wait for the future to solve ecological challenges, we can prototype and deploy functional, green technologies right now.
Summary of Our Research & Prototyping
Over the course of the semester, we moved from reading research papers to performing real physical testing. Here is what I discovered:
1. Different Designs We Explored
-
Design A: Centrifugal Spinning Head: A design where the extruder feeds plastic into a rapidly spinning cup with micro-slits on the side. The centrifugal force flings the plastic into fibers. Model used in Polyfloss
-
Design B: Static Nozzle with Compressed Air Jet (Our Selected Pathway): A highly stable design utilizing a stationary nozzle array connected to a high-volume air compressor. As the molten plastic exits the custom end-cap, a concentrated, high-velocity air jet pulls and stretches the strands. This eliminates the need for complex, high-RPM spinning parts, making the machine much safer and easier to maintain.
2. What We Learned in the Process
-
Moisture is the Enemy: PET is highly hygroscopic (it absorbs moisture from the air). If you do not bake the shredded plastic bottle flakes at 150º for at least 4 hours before putting them into the machine, the trapped water molecules will cause hydrolysis at high temperatures, ruining the polymer chains and making the fibers incredibly brittle.
-
Precise Heat Profiling: We had to configure a three-stage heating profile along our extruder barrel to handle the rPET flakes cleanly:
-
Feed Zone: 240º (to soften without sticking)
-
Compression Zone: 255º (to compress and melt)
-
Metering Zone: 265º (to reduce viscosity for smooth drawing)
-
Real Challenges and Our Creative Solutions
No engineering project goes exactly according to plan. Here are two major hurdles I faced when researching and trying to work on the project.
-
The STEAM Block Fume Constraint:
-
The Challenge: During my scheduled STEAM impact blocks, understandably the workspace is located directly next to an active, busy art workspace. Because melting plastic at high temperatures can release irritating fumes (like acetaldehyde), we had to be highly cautious. We could not run heavy thermal extrusion tests on days when art classes were happening without disrupting my peers.
-
The Pivot: I adapted by focusing our class time on CAD designs, understanding the normal functions of the current extruder and sourcing the required parts for build.
-
Additionally, I then scheduled dedicated free-time blocks and after-school sessions when the surrounding classrooms were empty to run and test actual melt and temperature tests safely.
-
-
Material Sourcing & Local Fabrication:
-
The Challenge: Finding highly specific high-pressure stainless couplers, thread adapters, and air guns in local shops was a treasure hunt.
-
The Pivot: We (Mr Brown) spent weekends visiting local industrial suppliers and hardware stores to source robust, heavy overdrive connections for the air compressor and nozzle. Interestingly, all it took was just ordering it from online and we got same day delivery.
-
6. What’s Next on the Horizon?
Having successfully completed our baseline tests and with the help of simulations and research to understand the appropriate factors for function, our next steps for the upcoming semester include:
-
Boring the Die Orifices: Custom lathe-drilling our threaded end-caps to create micro-fine spinneret nozzles.

-
Activating the Pneumatic Air Stream: Hooking up our portable air compressor to start drawing the molten streams into our open-face collection bin.
- Testing for any possible technical problems that we could face, such as the connector heating up and affecting air flow.

-
Testing Insulation Values: Analyzing the R-value (thermal resistance) of our spun polyfloss to see how it compares to commercial insulation materials.
Open the tab at the top left of the simulation to access more information, and click on the tabs at the bottom to see processes
Useful Resources & Inspiration Links:
-
The Polyfloss Factory: thepolyflossfactory.com
-
Plastiki Rafiki Official Site: plastikirafiki.com
-
Precious Plastic Community Hub: preciousplastic.com (Great for open-source designs of recycling machines)